Como evitar defeitos como bolhas, marcas de fluxo e deformação no processo de produção de folhas de acrílico dourado?
(I) Evite bolhas
Controle de matéria -prima
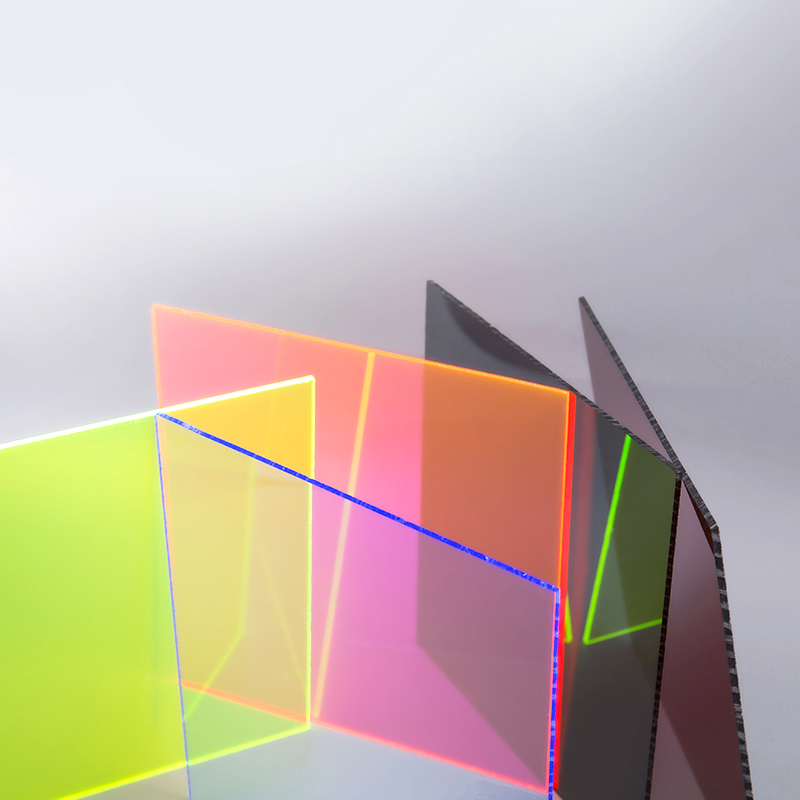
Folha de acrílico dourado Os materiais contêm pequenas lantejoulas de ouro para criar um efeito luxuoso, e a qualidade das matérias -primas afeta diretamente a geração de bolhas. Ao comprar matérias -primas, os fornecedores são rigorosamente rastreados para garantir que as matérias -primas acrílicas utilizadas sejam de alta pureza e poucas impurezas. Para os aditivos de lantejoulas de ouro, testes rigorosos também são realizados para garantir que eles tenham boa compatibilidade com as matérias -primas acrílicas. Por exemplo, antes que cada lote de matérias -primas entre na fábrica, a amostragem e o teste sejam realizados e os principais indicadores, como teor de umidade e distribuição de peso molecular nas matérias -primas, são testados através de instrumentos profissionais de análise química. Somente matérias -primas que atendem a padrões estritas podem entrar no link de produção, reduzindo a possibilidade de bolhas causadas por problemas de matéria -prima da fonte.
Em termos de armazenamento de matérias -primas, é configurado um armazém especial de temperatura e umidade constante. As matérias -primas acrílicas são sensíveis à umidade ambiental. A umidade excessiva pode fazer com que as matérias -primas absorvam a umidade e a umidade é aquecida e vaporizada para formar bolhas durante o processo de processamento. O armazém está equipado com equipamentos avançados de controle de temperatura e umidade para controlar a temperatura a 25 ℃ ± 2 ℃ e a umidade a 40%± 5%, garantindo que as matérias -primas estejam sempre em boas condições durante o armazenamento.
Otimização do processo de produção
No processo de fundição de folhas de acrílico, é usado um processo de desgaseificação a vácuo. No estágio de mistura de matéria -prima, os materiais mistos são colocados em um ambiente de vácuo, e o ar nos materiais é extraído por uma bomba de vácuo. Ao controlar com precisão o grau de vácuo e o tempo de desgaseificação, o grau de vácuo geralmente atinge -0,095mpa a -0,1mpa, e o tempo de desgaseificação é controlado de 30 minutos a 2 horas de acordo com a quantidade de material e o desempenho do equipamento, que podem efetivamente remover os núcleos da bolha no material. Por exemplo, em equipamentos de produção em larga escala, o grau de vácuo e o tempo de desgaseificação são monitorados em tempo real por um sistema de controle automatizado para garantir a estabilidade e a consistência do processo de desgaseificação.
No estágio de moldagem por injeção, os parâmetros de moldagem por injeção são otimizados. Uma velocidade de moldagem por injeção muito rápida pode facilmente causar o ar para o material para formar bolhas. Portanto, a equipe técnica da empresa determinou a curva ideal de velocidade de moldagem por injeção para folhas de acrílico de ouro após um grande número de experimentos. No início da moldagem por injeção, uma velocidade de injeção mais baixa é usada para permitir que o material encha lentamente a cavidade do molde e reduza a chance de o ar ser desenhado. À medida que a cavidade é gradualmente preenchida, a velocidade de injeção é adequadamente aumentada para garantir que o material possa preencher rapidamente toda a cavidade. Ao mesmo tempo, a pressão da injeção e o tempo de retenção são controlados com precisão para evitar o encolhimento do material e a geração de bolhas devido a pressão insuficiente ou tempo de retenção muito curto.
Manutenção e limpeza de equipamentos
A limpeza do equipamento de produção também tem um impacto importante na geração de bolhas. Após o final da produção todos os dias, a máquina de moldagem por injeção, mofo e outros equipamentos são bem limpos. Use agentes de limpeza especiais e ferramentas de limpeza para remover os materiais residuais na superfície e no interior do equipamento. Para moldes, desmontagem e limpeza regulares, especialmente os corredores, portões e outras partes do molde, para garantir que não haja acúmulo de material e impurezas restantes. Por exemplo, o uso de equipamentos de limpeza ultrassônica para limpar profundamente o molde pode efetivamente remover pequenas partículas e sujeira que são difíceis de limpar na superfície do molde, impedindo que essas impurezas se tornem o núcleo de bolhas durante o processo de produção.
Mantenha regularmente o equipamento e verifique o desempenho de vedação do equipamento. Se houver um problema com o desempenho de vedação do barril, parafuso e superfície de despedida da máquina de moldagem por injeção, o ar poderá entrar facilmente no material e gerar bolhas. Os técnicos verificam e substituem os selos do equipamento em intervalos regulares para garantir que o equipamento sempre mantenha um bom estado de vedação durante o processo de produção.
(Ii) Evite marcas de fluxo
Otimização do projeto de molde
O molde é um dos principais fatores que afetam a qualidade da moldagem de folhas de acrílico. O design do corredor do molde adota um sistema de corredor equilibrado para garantir que o material possa ser preenchido uniformemente em cada cavidade do molde. A forma e o tamanho da seção transversal do corredor são calculados com precisão e geralmente é utilizada uma seção transversal trapezoidal ou circular. O diâmetro do corredor está entre 6 mm e 12 mm, dependendo do tamanho do produto e do volume de injeção. Por exemplo, para moldes de folha de acrílico dourado em larga escala, quando um design de várias cavernas é adotado, o fluxo do material no corredor é simulado pelo software de análise de simulação de CAE, e o layout do corredor é otimizado para fazer com que a distribuição de velocidade de fluxo e a distribuição de pressão do material em cada cavidade uniforme, reduzindo assim a geração de fluxo de fluxo.
O design do portão do molde também é crucial. De acordo com os requisitos de forma, tamanho e aparência do produto, selecione o tipo de porta apropriado. Para folhas de acrílico dourado com requisitos de alta qualidade de superfície, portões de pontos ou portões latentes são geralmente usados. Os portões de ponto permitem que os materiais entrem na cavidade a uma velocidade mais alta, reduzam as marcas da porta e ajudem a controlar a direção do fluxo dos materiais. Os portões latentes podem cortar automaticamente o portão quando o produto é demorado para evitar deixar cicatrizes óbvias na superfície do produto. A localização e o número de portões são cuidadosamente projetados e a melhor localização é determinada através da análise de simulação, para que o material possa preencher suavemente a cavidade e evitar marcas de fluxo causadas por baixa convergência de material.
Ajuste do processo de moldagem por injeção
A temperatura de moldagem por injeção tem um impacto direto na fluidez do material, que por sua vez afeta a geração de marcas de fluxo. A faixa ideal de temperatura de moldagem por injeção para folhas de acrílico dourado foi determinada por meio de experimentos. Geralmente, a temperatura de moldagem por injeção é controlada entre 210 ℃ e 230 ℃. Dentro dessa faixa de temperatura, os materiais acrílicos têm boa fluidez, podem preencher uniformemente a cavidade do molde e reduzir as marcas de fluxo causadas pelo fraco fluxo de material. Ao mesmo tempo, durante o processo de produção, a temperatura de cada seção do barril é monitorada e ajustada em tempo real através do sistema de controle de temperatura da máquina de moldagem por injeção para garantir a estabilidade da temperatura.
Ajuste a coordenação da pressão e velocidade de moldagem por injeção. Durante o processo de moldagem por injeção, as mudanças na pressão e na velocidade de moldagem por injeção afetarão o estado de fluxo do material na cavidade. O pessoal técnico da empresa formula curvas razoáveis de pressão e velocidade de injeção de acordo com a situação real do produto. No estágio inicial do enchimento, uma menor velocidade de injeção e pressão de injeção apropriada são usadas para permitir que o material entre na cavidade lenta e suavemente, evitando o impacto de alta velocidade do material na parede da cavidade do molde para produzir marcas de jato. À medida que a cavidade é gradualmente preenchida, a velocidade de injeção aumenta adequadamente e a pressão da injeção é ajustada ao mesmo tempo para garantir que o material possa preencher rapidamente toda a cavidade e, no estágio de retenção de pressão, através do controle razoável de pressão, o material pode compensar completamente a mudança de volume causada pelo remanculo resfriado e reduzir a aparência das marcas de fluxo.
Tratamento da superfície do molde
O acabamento da superfície do molde tem uma grande influência na qualidade da superfície da folha de acrílico de ouro. Equipamentos e tecnologia avançados de polimento são usados para reduzir a rugosidade da superfície do molde entre Ra0.01μm e Ra0.05μm. A superfície lisa do molde pode fazer o material fluir mais suavemente durante o processo, reduzir o atrito entre o material e a superfície do molde e, assim, reduzir a possibilidade de marcas de fluxo. Por exemplo, para a superfície do núcleo e da cavidade do molde, o processo de polimento de pasta de diamante é usado. Após vários processos de polimento fino, a superfície do molde atinge um efeito espelhado, o que melhora efetivamente a qualidade da superfície do produto.
Ao aplicar o agente de liberação na superfície do molde, controla estritamente a quantidade de revestimento e a uniformidade. A principal função do agente de liberação é ajudar o produto a demolir sem problemas, mas se não for aplicado corretamente, poderá causar marcas de fluxo. A empresa usa equipamentos de pulverização de agentes de liberação profissional para garantir que o agente de liberação seja revestido uniformemente na superfície do molde, controlando com precisão a pressão de pulverização, a taxa de fluxo e o tempo de pulverização. Ao mesmo tempo, selecione um agente de liberação com excelente qualidade e boa compatibilidade com a folha de acrílico dourado para evitar que o agente de liberação tenha efeitos adversos durante o processo de fluxo de material.
(Iii) Evite a deformação
Otimização do projeto da estrutura do produto
Para folhas acrílicas douradas em áreas grandes, a estrutura da costela é razoavelmente projetada. O layout e o tamanho das costelas são calculados com precisão, o que pode não apenas melhorar a força do produto, mas também impedir efetivamente o produto deformar devido ao encolhimento desigual durante o processo de moldagem. Por exemplo, ao projetar um grande painel decorativo de acrílico dourado para design de interiores de luxo, um certo número e altura das costelas de reforço são distribuídos uniformemente na parte traseira do painel de acordo com o tamanho e o cenário de uso do painel. A altura das costelas de reforço é geralmente entre 3 mm e 5 mm, e a largura está entre 2 mm e 3 mm. Através desse projeto estrutural, a rigidez do produto é aprimorada e o risco de deformação é reduzido.
Controle a uniformidade da espessura da parede do produto. A espessura desigual da parede é uma das principais razões para a deformação dos painéis de acrílico. Ao projetar produtos, tente manter a espessura da parede do produto consistente. Para alguns produtos com formas especiais, evite mudanças repentinas na espessura da parede através do design de transição razoável. No estágio de design de moldes, a espessura da parede do produto é otimizada e analisada usando o software de análise de simulação CAE para garantir que a uniformidade da espessura da parede atinja o melhor estado enquanto atende aos requisitos funcionais do produto. Por exemplo, para um suporte de exibição de acrílico dourado com uma estrutura de formato especial, a forma do núcleo e da cavidade do molde é ajustada durante o projeto para controlar o desvio da espessura da parede do produto em cada parte dentro de ± 0,2 mm, reduzindo efetivamente a possibilidade de deformação.
Otimização do processo de moldagem por injeção
O design e o controle do sistema de resfriamento têm uma influência importante na deformação do painel de acrílico dourado. Um sistema de refrigeração eficiente foi projetado no molde. O layout do canal de água de resfriamento é cuidadosamente planejado para garantir que todas as partes do molde possam ser resfriadas uniformemente. O diâmetro do canal de água de resfriamento é geralmente entre 8 mm e 12 mm. Através de arranjo e distribuição razoáveis, a diferença de temperatura na superfície do molde é controlada dentro de uma pequena faixa. Por exemplo, em grandes moldes de injeção, um método de resfriamento circulante é adotado para controlar a taxa de fluxo de água de resfriamento e a temperatura da água, para que o molde possa ser resfriado uniformemente durante o processo de injeção. A taxa de fluxo de água de resfriamento é geralmente controlada entre 1,5m/se 2,5m/s, e a temperatura da água é controlada entre 20 ℃ e 30 ℃, para que o produto possa encolher uniformemente durante o processo de resfriamento e reduzir a deformação.
Otimize o processo de retenção. A escolha do tempo de retenção e da pressão está diretamente relacionada ao encolhimento e deformação do produto. Através de experimentos e análise de simulação, a Companhia determinou os parâmetros ideais de retenção para folhas de acrílico de ouro de diferentes tamanhos e espessuras. Durante o estágio de retenção, a pressão de retenção é gradualmente reduzida para evitar a compressão excessiva do produto devido à pressão excessiva, o que causa deformação de recuperação após a demolição. Ao mesmo tempo, o tempo de retenção é razoavelmente controlado para garantir que o produto seja totalmente resfriado e modelado no molde. Geralmente, o tempo de espera é entre 10 segundos e 30 segundos, de acordo com a espessura do produto. Por exemplo, para uma folha de acrílico de ouro com uma espessura de 3 mm, o tempo de retenção é definido para cerca de 15 segundos e a pressão de retenção é ajustada para 60% a 70% da pressão de injeção no início e, em seguida, gradualmente reduzida para 30% para 40% durante o processo de retenção.
Processo de pós-processamento
O pós-processamento adequado da folha de acrílico de ouro moldado pode reduzir ainda mais a deformação. Coloque o produto em um forno a uma temperatura específica e mantenha -o em uma determinada temperatura por um período de tempo para liberar a tensão dentro do produto. A temperatura de configuração de calor é geralmente controlada de 10 a 20 ℃ abaixo da temperatura de transição vítrea do acrílico, ou seja, entre 100 ℃ e 110 ℃, e o tempo de retenção varia de 30 minutos a 2 horas de acordo com a espessura e o tamanho do produto. Por exemplo, para uma folha de acrílico dourado de 4 mm de espessura, mantê -la em um forno a 105 ℃ por 1 hora pode eliminar efetivamente a tensão residual dentro do produto e reduzir o risco de deformação.
Tome medidas de proteção apropriadas durante a embalagem e o transporte do produto. Use materiais de embalagem personalizados, como placas de espuma, filmes de bolhas, etc. para embalar a folha de acrílico dourado em camadas para garantir que o produto não seja espremido e colidido por forças externas durante o transporte. Ao mesmo tempo, ao projetar a embalagem, considere razoavelmente a forma e o tamanho do produto, organize a colocação do produto e evite a deformação causada pelo aperto mútuo dos produtos na embalagem. Por exemplo, para uma folha de acrílico dourado com um tamanho padrão de 1250 x 2450 mm, use uma caixa de embalagem de madeira especialmente projetada e configure materiais de suporte e amortecimento apropriados na caixa para garantir a integridade do produto durante o transporte de longa distância.